Dizionario tecnico
La vostra guida ai termini tecnici e alle definizioni del mondo dell'affinatura del filo, spiegata in modo comprensibile.
Risultati trovati
Non è stata trovata nessuna corrispondenza.
Il decapaggio di filo metallico è un processo industriale che mira a rimuovere strati di ossido o calamina dalla superficie dei fili metallici. Questi strati di ossido possono formarsi durante il processo di fabbricazione o a causa di influssi ambientali, influenzando la qualità e la funzionalità del filo.
Durante il processo di laminazione o trafilatura del metallo, in particolare dell'acciaio, si forma sulla superficie un sottile strato di ossidi metallici noti come calamina. Tale calamina può alterare le proprietà meccaniche del filo, ostacolarne l'ulteriore lavorazione e provocare effetti indesiderati nell'applicazione finale. Pertanto, è spesso necessario rimuovere la calamina prima di qualsiasi ulteriore lavorazione o applicazione del filo.
Il decapaggio non solo garantisce la qualità del prodotto finale, ma migliora anche l'efficienza dei processi di produzione successivi, poiché il filo decapato è più malleabile, saldabile e rivestibile.
Un filo interdentale viene utilizzato in particolare in odontoiatria e ortodonzia. La produzione di filo interdentale richiede processi di produzione specifici per garantire la resistenza e la flessibilità necessarie. Questi fili devono essere resistenti alla corrosione per resistere all'ambiente umido in bocca e biocompatibili per evitare reazioni negative nel corpo.
Durante il taglio o la lavorazione dei fili, possono verificarsi piccole incisioni indesiderate o sbavature indesiderate all'estremità del taglio, note come "tacche". Ciò può compromettere la qualità e la funzionalità del filo e rappresentare un rischio per la sicurezza in alcune applicazioni. Un taglio pulito e preciso e le successive procedure di sbavatura possono contribuire a ridurre al minimo la formazione di tacche.
Se in una sezione di fascio con molti fili sono presenti fili differenti di diversa lunghezza, i fili più lunghi danno luogo a formazioni simili a sacchi.

La lunghezza d'onda è generalmente la distanza tra due punti consecutivi di un'onda che si trovano nella stessa fase, ad esempio da un picco d'onda all'altro.

Nella fabbricazione del filo, per ondulazione ad ingranaggio si intende un'irregolarità o una distorsione della struttura superficiale di un filo causata dalla trazione del filo attraverso rulli dentati o meccanismi simili ad ingranaggi. Passando attraverso queste strutture a ingranaggi, il filo viene modellato.
L'ondulazione multipla indica che il filo non ha una sola onda o curva, ma diverse, disposte in una sequenza ripetuta lungo la sua lunghezza. Ciò può influire sia sulla funzione che sull'aspetto del filo e gli consente di soddisfare determinati requisiti tecnici o estetici di progettazione.

Per "ondulazione semplice" si intende una struttura d'onda in cui ogni filo presenta un'onda uniforme e ripetuta per tutta la sua lunghezza. I fili ondulati ad ingranaggio sono particolarmente utili quando l'albero del filo è richiesto con elevata precisione e coerenza su tutta la sua lunghezza. L'ingranaggio in questo contesto si riferisce all'utensile o alla macchina utilizzata per generare l'albero nel filo, dove l'ingranaggio determina la forma e la dimensione dell'albero.
Un filo ondulato a punta metallica è un filo che presenta corrugamenti o curve a onde lungo la sua lunghezza. Queste onde sono prodotte da macchine o dispositivi speciali che fanno girare il filo attorno a una serie di perni per produrre la struttura ondulata desiderata.
Nella produzione del filo, il filo ondulato a perni viene spesso utilizzato per applicazioni speciali o in prodotti che richiedono flessibilità e nello steso momento stabilità di forma. L'ondulazione può aiutare il filo a rimanere in posizione o ad adattarsi meglio a determinate forme senza perdere la sua integrità strutturale.
- L'ondulazione può essere prodotta in diverse dimensioni e distanze.
- Grazie all'ondulazione il filo può presentare una maggiore flessibilità ed elasticità.
- Nella produzione di filo ondulato a perno, è necessario tenere conto della qualità del materiale originale del filo, poiché il processo di ondulazione può sollecitare il filo e modificarne le proprietà.
Durante un processo di taglio, le alte pressioni e il calore generato possono causare una saldatura fredda indesiderata, che influisce negativamente sulla separazione dei fili.
Le spazzole a disco setolate con materiale di filo metallico costituiscono una categoria speciale di spazzole. Queste spazzole sono tipicamente circolari e possono essere piatte o leggermente convesse/concave nella loro forma. Lo scopo principale di queste spazzole è quello di lavorare vari materiali, in particolare i metalli, mediante levigatura, lucidatura o pulizia. Rispetto ai materiali più morbidi come la plastica o i capelli naturali, le spazzole in filo metallico offrono un'elevata capacità di asportazione e sono particolarmente efficaci. Le spazzole a disco sono spesso utilizzate in combinazione con utensili elettrici o pneumatici per ottenere un'elevata velocità di rotazione e quindi un'efficace operazione di pulizia o levigatura.
Una spazzola a rullo è un utensile industriale o di pulizia le cui setole sono generalmente montate in una disposizione cilindrica o a rullo. Queste spazzole sono disponibili in diverse lunghezze, densità e rigidità.
Le spazzole a spirale sono spazzole in cui i fili metallici sono avvolti a spirale attorno ad un nucleo centrale. Queste spazzole possono essere prodotte in diversi diametri, spessori di filo e forme a spirale a seconda delle esigenze.
Le spazzole a strisce sono spazzole lunghe e flessibili le cui setole sono montate in fila continua su un materiale di supporto, spesso in metallo o plastica. Hanno una forma piatta e stretta e sono disponibili in diversi materiali, lunghezze e densità delle setole.
- Materiale: Le setole sono tipicamente realizzate in acciaio, acciaio inossidabile, ottone o altri materiali metallici.
- Durezza: Setole in filo metallico sono generalmente più dure e meno flessibili di quelle in materia plastica o materiali naturali. Ciò consente un'efficace pulizia, sbavatura o trattamento superficiale.
- Resistenza: Sono resistenti al calore, resistenti alla corrosione (in particolare filo di acciaio inossidabile) e offrono una durata maggiore rispetto a molti altri materiali per spazzole.
- Uso: Grazie alla loro robustezza, sono utilizzati nell'industria e nell'artigianato, ad esempio nei processi di pulizia, deossidazione, sbavatura di parti metalliche o affinazione superficiale.

Le spazzole a treccia sono strumenti speciali utilizzati principalmente nella lavorazione e nella pulizia dei metalli. Il termine "treccia" si riferisce al disegno specifico dei fasci di fili disposti in fili densamente intrecciati o "a treccia". Grazie a questa costruzione, le spazzole a treccia offrono una maggiore saldezza e resistenza all'abrasione rispetto alle spazzole a filo tradizionali.
Queste spazzole sono spesso costituite da robusti fili metallici, come per esempio filo di acciaio, e vengono utilizzate per rimuovere ruggine, vernice, scorie o altri materiali persistenti dalle superfici metalliche. Le spazzole a treccia in filo metallico possono essere trovate in diverse forme e dimensioni, tra cui forma a tazza, spazzola rotonda o come strumenti manuali.
Grazie alla loro struttura robusta, le spazzole a treccia possono essere utilizzate ad alta velocità di rotazione, rendendole particolarmente efficaci nelle attività di pulizia e preparazione più impegnative.
Il termine "supplemento di lega" si riferisce ad un sovrapprezzo pagato per determinate materie prime. Tale maggiorazione è spesso calcolata in funzione delle fluttuazioni dei prezzi sul mercato mondiale. La necessità di aggiungere ulteriori leghe deriva dal fatto che i prezzi dei metalli possono variare notevolmente a causa della loro scarsità, della loro domanda e di altri fattori di mercato. Pertanto, tali maggiorazioni costituiscono un mezzo per i produttori per compensare le fluttuazioni dei prezzi delle materie prime e consentono di fissare i prezzi in modo trasparente nei confronti dei consumatori.
Nella produzione del filo, la tempra finale in olio si riferisce a un processo speciale per il trattamento termico del filo. Il filo viene dapprima riscaldato ad una certa temperatura, che varia a seconda del tipo di acciaio, e poi temprato in olio. Questo processo modifica la microstruttura del metallo per ottenere determinate proprietà desiderate.
La tempra in olio anziché in acqua o in altri mezzi consente un raffreddamento più lento del filo, con conseguente microstruttura più fine e più dura. Ciò migliora le proprietà meccaniche del filo, come la resistenza alla trazione, la durezza e la resistenza all'usura, riducendo al minimo il rischio di distorsioni o incrinature che possono verificarsi con metodi di raffreddamento più rapidi.
La tempra finale in olio è particolarmente utilizzato per fili adoperati in applicazioni con sollecitazioni elevate, in quanto offre un equilibrio tra durezza e tenacità.
Per tolleranza alla curvatura s'intende la variazione massima tollerata nella rettilineità di un filo durante e dopo la fabbricazione. Indica fino a che punto un filo può piegarsi senza violare gli standard di qualità e di funzionamento stabiliti.
Durante il processo di creazione del filo, possono verificarsi diverse curvature del materiale. Ciò può accadere a causa di vari fattori, come variazioni di temperatura, tensioni nel materiale o fattori esterni durante il processo di produzione. La tolleranza alla curvatura garantisce che tali scostamenti rimangano entro limiti accettabili. Se un filo supera la tolleranza di curvatura specificata, ciò può causare problemi nell'ulteriore lavorazione o nell'applicazione finale. Pertanto, il monitoraggio e il rispetto della tolleranza di curvatura è un importante parametro di garanzia della qualità nella produzione del filo.
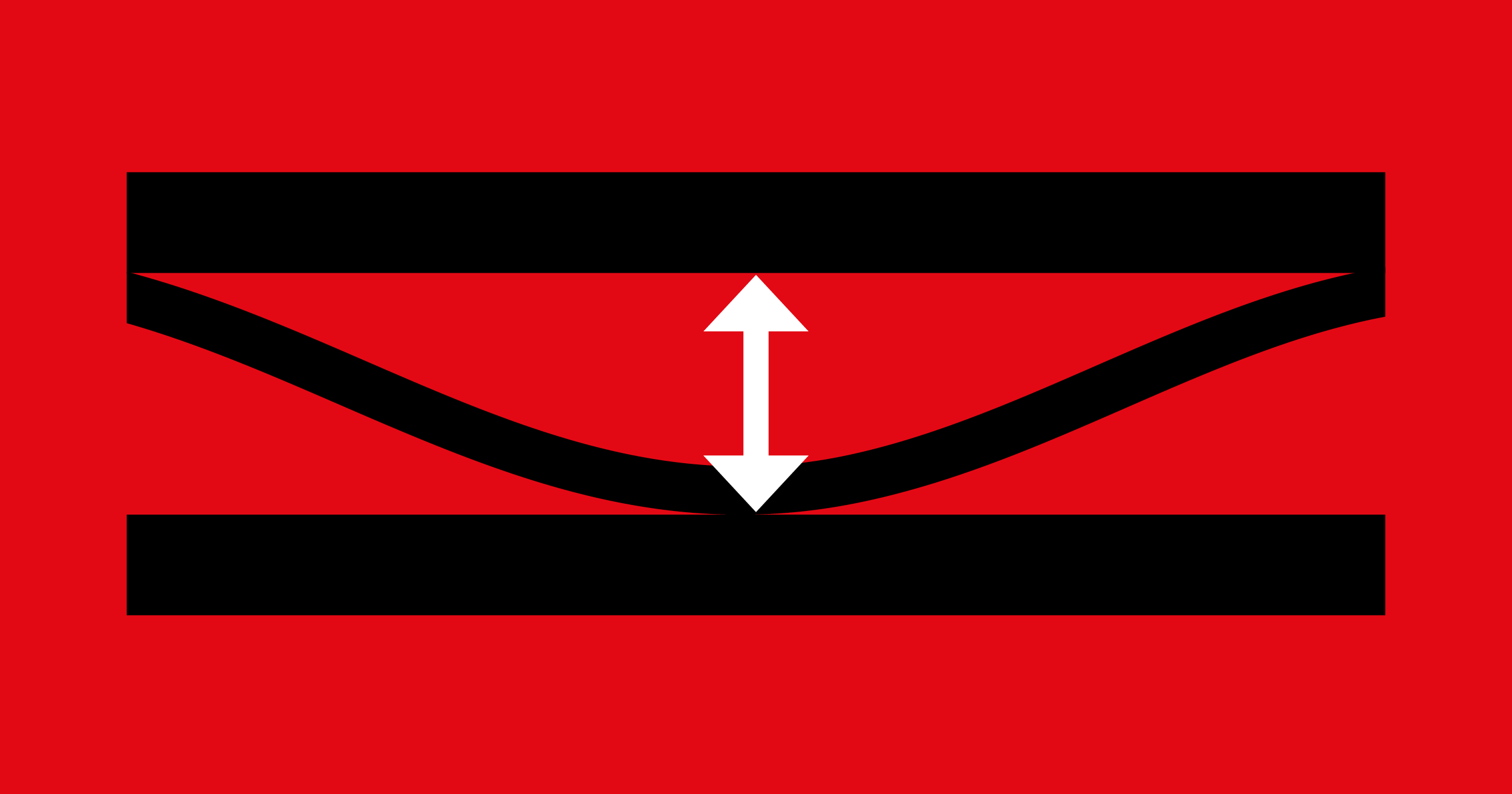
Il valore di calibrazione, spesso indicato semplicemente come "calibro" o "profondità d'onda", si riferisce alla distanza verticale tra il punto più alto di un'onda e il punto più basso di una valle in un profilo di filo ondulato o corrugato. Nella produzione di fili, il controllo della profondità dell'onda può essere importante in quanto influisce sulle proprietà meccaniche, sulla rugosità superficiale e su altri aspetti fisici del prodotto finale. Una profondità d'onda costante e precisa garantisce una qualità uniforme del filo ed è spesso fondamentale per applicazioni speciali in cui la forma e la superficie del filo sono importanti.


Avete delle domande? Noi vii offriamo la soluzione ideale.
Scoprite la varietà di ROTHSTEIN. Desiderate una consulenza sui materiali? Saremo lieti di informarvi.